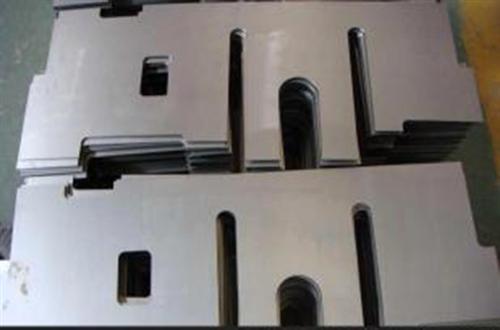
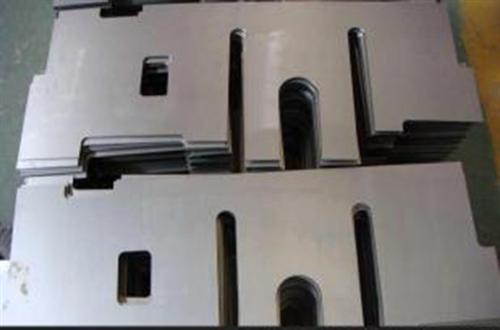
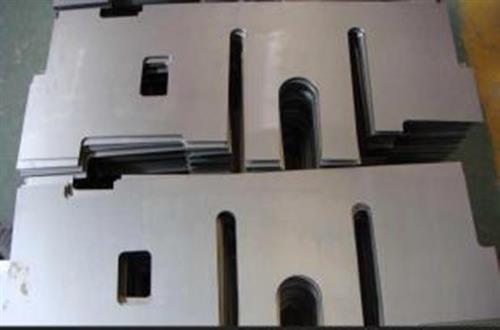
与传统的金属材质切割加工相比,激光切割零件的精度高、加工周期短,以及加工中无需传统冲压模具更换就可以加工任意复杂零件等优点,主要体现在一下5点: 1、从技术经济角度不宜制造模具的金属钣金件,特别是轮廓形状复杂,批量不大,一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢,以节省制造模具的成本与周期。 2、切割质量好:切口宽度窄(一般为0.1~0.5mm)、精度高(一般孔中心距误差0.1~0.4mm,轮廓尺寸误差0.1~0.5mm)、切口表面粗糙度好(一般为12.5~25μm),切缝一般不需要再加工即可焊接。 3、切割速度快:例如采用2kW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。 4、激光切割加工功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工。 5、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。 激光热处理技术与其它热处理如高频淬火,渗碳,渗氮等传统工艺相比,具有以下特点: 1.无需使用外加材料,仅改变被处理材料表面的组织结构.处理后的改性层具有足够的厚度,可根据需要调整深浅一般可达0.1-0.8mm 。 2.处理层和基体结合强度高.激光表面处理的改性层和基体材料之间是致密的冶金结合,而且处理层表面是致密的冶金组织,具有较高的硬度和耐磨性。 3.被处理件变形极小,由于激光功率密度高,与零件的作用时间很短(10-2-10秒),故零件的热变形区和整体变化都很小。故适合于高精度零件处理,作为材料和零件的最后处理工序。 4.加工柔性好,适用面广。利用灵活的导光系统可随意将激光导向处理部分,从而可方便地处理深孔、内孔、盲孔和凹槽等,可进行选择性的局部处理。 激光加工可以通过透明介质对密闭容器内的工件进行各种加工。 由于激光束易于导向、聚集实现作各方向变换,极易与数控系统配合,对复杂工件进行加工,因此是一种极为灵活的加工方法。 使用激光加工,生产效率高,质量可靠,经济效益好。例如:①美国通用电器公司采用板条激光器加工航空发动机上的异形槽,不到4H即可高质量完成,而原来采用电火花加工则需要9H以上。仅此一项,每台发动机的造价可省5万美元。②激光切割钢件工效可提高8-20倍,材料可节省15-30%,大幅度降低了生产成本,并且加工精度高,产品质量稳定可靠。虽然激光加工拥有许多优点,但不足之处也是很明显的。





















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商