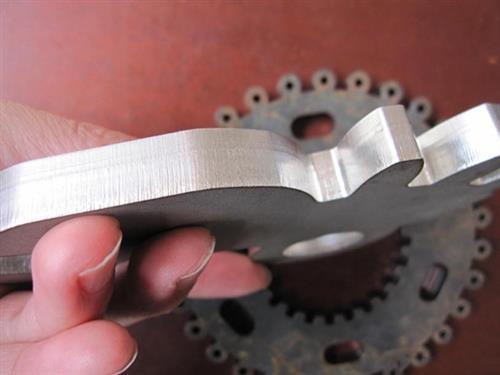
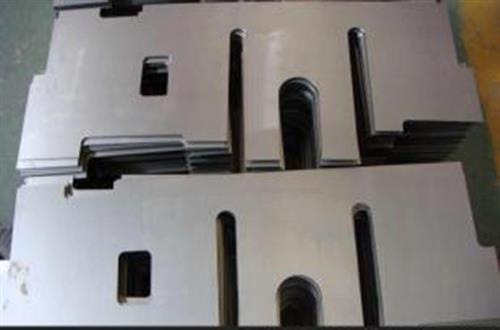
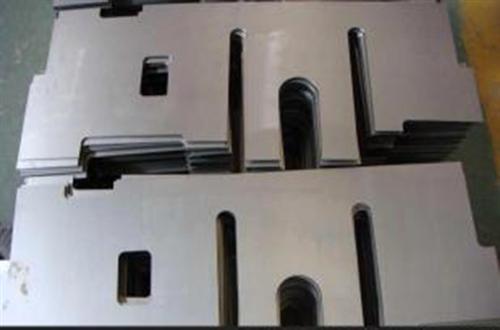
根据激光切割工艺参数的影响情况来改进工艺,如:增加辅助气体对切割熔渣的吹力;加入造渣剂提高熔体的流动性;增加辅助能源,绕线机并改善能量之间的耦合;以及改用吸收率更高的激光切割。 激光切割将向高度自动化、智能化方向发展洗车机。将CAD/CAPP/CAM以及人工智能运用于激光切割,研制出高度自动化的多功能激光加工系统。 本着高效的生产率,并以优良的品质以及合理的价格取得了各厂商们的一致认可。企业凭着讲信用、重信誉、保质量以及守货期的经营宗旨同时得到了各地厂商们信赖。在此,本厂衷心地感谢大家一直以来不遗余力的支持和帮助,更希望大家继往开来,在以后的相互合作中顺利愉快,以能够共同达成双赢的局面。 展望未来,我们将始终坚持务实、高效、创新的企业精神和以信求誉、以质取客的企业宗旨,以永不满足、锲而不舍的进取精神,制造出更加优秀的激光加工零件。 与传统的金属材质切割加工相比,激光切割零件的精度高、加工周期短,以及加工中无需传统冲压模具更换就可以加工任意复杂零件等优点,主要体现在一下5点: 1、从技术经济角度不宜制造模具的金属钣金件,特别是轮廓形状复杂,批量不大,一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢,以节省制造模具的成本与周期。 2、切割质量好:切口宽度窄(一般为0.1~0.5mm)、精度高(一般孔中心距误差0.1~0.4mm,轮廓尺寸误差0.1~0.5mm)、切口表面粗糙度好(一般为12.5~25μm),切缝一般不需要再加工即可焊接。 3、切割速度快:例如采用2kW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。 4、激光切割加工功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工。 5、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。





















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商