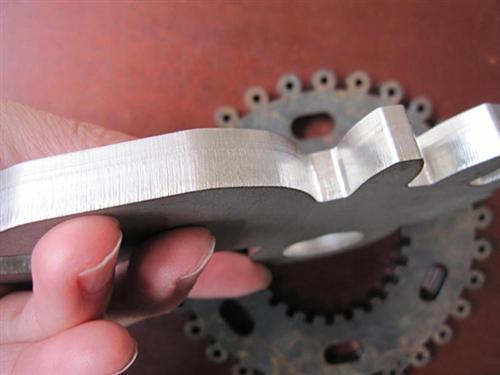
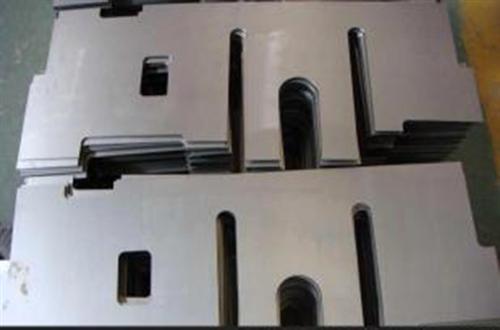
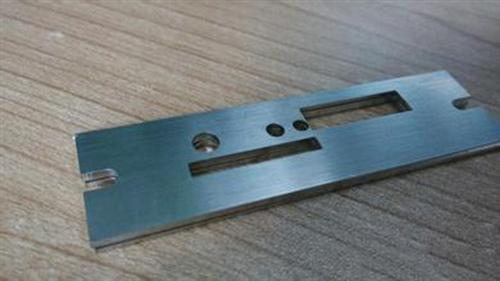
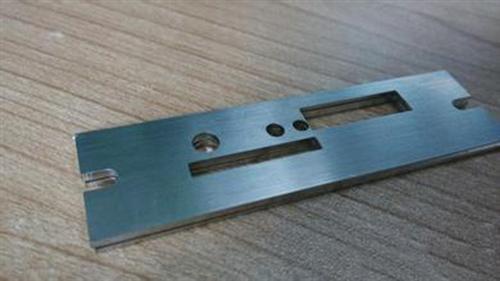
与传统的金属材质切割加工相比,激光切割零件的精度高、加工周期短,以及加工中无需传统冲压模具更换就可以加工任意复杂零件等优点,主要体现在一下5点: 1、从技术经济角度不宜制造模具的金属钣金件,特别是轮廓形状复杂,批量不大,一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢,以节省制造模具的成本与周期。 2、切割质量好:切口宽度窄(一般为0.1~0.5mm)、精度高(一般孔中心距误差0.1~0.4mm,轮廓尺寸误差0.1~0.5mm)、切口表面粗糙度好(一般为12.5~25μm),切缝一般不需要再加工即可焊接。 3、切割速度快:例如采用2kW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。 4、激光切割加工功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工。 5、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。 激光加工的特点: 1、激光功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工; 2、激光头与工件不接触,不存在加工工具磨损问题; 3、工件不受应力,不易污染; 4、可以对运动的工件或密封在玻璃壳内的材料加工; 5、激光束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至十千瓦量级,因而激光既适于精密微细加工,又适于大型材料加工; 6、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度; 7、在恶劣环境或其他人难以接近的地方,可用机器人进行激光加工。 激光可以使用其热效应及化学效应对不一样类型的资料起到精密加工的效果。新资料的不断涌现,为临沂激光切割加工带来了关键。蓝宝石晶体的研磨、钻孔以及金刚石的线切开均是标准化老练工序,被广泛使用与led衬底加工。而将圆片切开成智能机形状的盖板,则是花费电子中的新增需要。激光由于其高能量以及非触摸加工的特性,变成当时看最适合进行盖板切开的工艺手法。




















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商