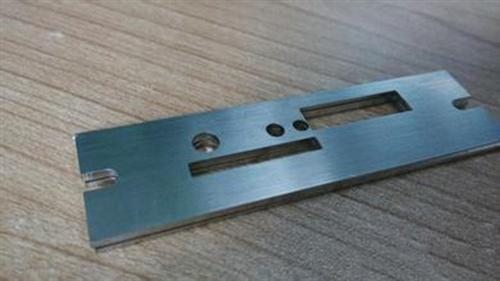
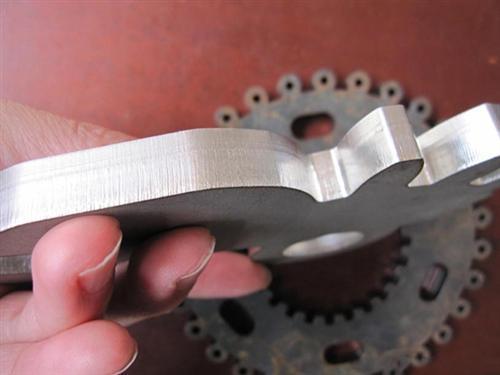
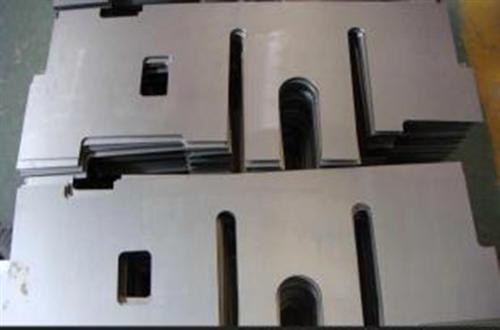
激光加工利用高功率密度的激光束照射工件,使材料熔化气化而进行穿孔,切割和焊接等的特种加工。早期的激光加工由于功率较小,大多用于打小孔和微型焊接。到20世纪70年代,随着大功率二氧化碳激光器、气体激光器加工原理高重复频率钇铝石榴石激光器的出现,以及对激光加工机理和工艺的深入研究,激光加工技术有了很大进展,使用范围随之扩大。 在激光切割工艺中,有时候需要辅助气体,这些辅助气体的作用不容小觑,它对切割加工的好坏有一定的影响。 辅助气体与激光光束同轴喷处,可以保护透镜免受污染并吹走切割区底部溶渣。另外,对非金属和部分金属材料使用压缩空气或惰性气体,可以清除溶化和蒸发材料,同时抑制切割区过度燃烧。 大多数金属激光切割则使用活性气体,如氧气,它会与灼热金属发生氧化放热反应,这部分附加热量可提高切割速度1/3—1/2。当高速切割薄板材时,需要较高的气体压力防止切口背面沾渣,当材料厚度或切割速度较慢时,气体压力可以适当的降低。 激光加工的特点: 1、激光功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工; 2、激光头与工件不接触,不存在加工工具磨损问题; 3、工件不受应力,不易污染; 4、可以对运动的工件或密封在玻璃壳内的材料加工; 5、激光束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率激光器的连续输出功率又可达千瓦至十千瓦量级,因而激光既适于精密微细加工,又适于大型材料加工; 6、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度; 7、在恶劣环境或其他人难以接近的地方,可用机器人进行激光加工。




















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商