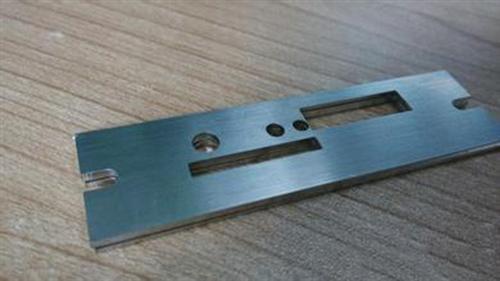
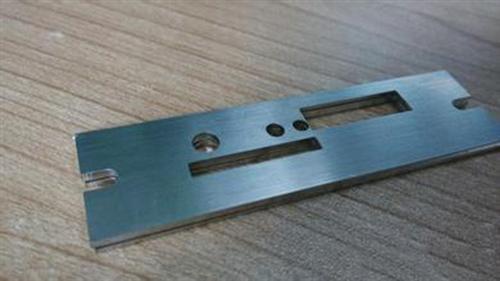
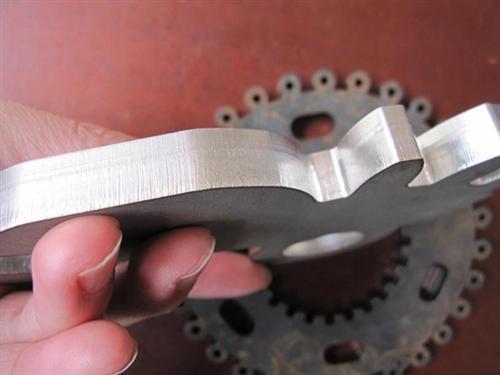
与传统的金属材质切割加工相比,激光切割零件的精度高、加工周期短,以及加工中无需传统冲压模具更换就可以加工任意复杂零件等优点,主要体现在一下5点: 1、从技术经济角度不宜制造模具的金属钣金件,特别是轮廓形状复杂,批量不大,一般厚度小于12mm的低碳钢、小于6mm厚的不锈钢,以节省制造模具的成本与周期。 2、切割质量好:切口宽度窄(一般为0.1~0.5mm)、精度高(一般孔中心距误差0.1~0.4mm,轮廓尺寸误差0.1~0.5mm)、切口表面粗糙度好(一般为12.5~25μm),切缝一般不需要再加工即可焊接。 3、切割速度快:例如采用2kW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。 4、激光切割加工功率密度大,工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工。 5、激光束容易控制,易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度。 数千瓦的激光加工机已用于各种材料的高速切割、深熔焊接和材料热处理等方面。各种专用的激光加工设备竞相出现,并与光电跟踪、计算机数字控制、工业机器人等技术相结合,大大提高了激光加工机的自动化水平和使用功能。从激光器输出的高强度激光经过透镜聚焦到工件上,其焦点处的功率密度高达10(~10(瓦/厘米(,温度高达1万摄氏度以上,任何材料都会瞬时熔化、气化。激光加工就是利用这种光能的热效应对材料进行焊接、打孔和切割等加工的。通常用于加工的激光器主要是固体激光器和气体激光器。 激光加工技术是利用激光束与物质相互作用的特性,对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔及微加工等的一门加工技术。激光加工作为先进制造技术已广泛应用于汽车、电子、电器、航空、冶金、机械制造等国民经济重要部门,对提高产品质量、劳动生产率、自动化、无污染、减少材料消耗等起到愈来愈重要的作用。





















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商