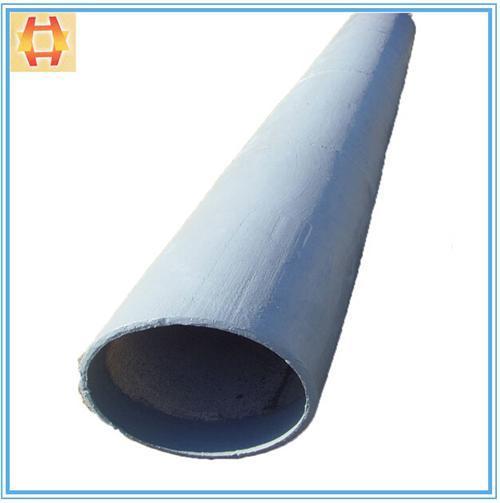
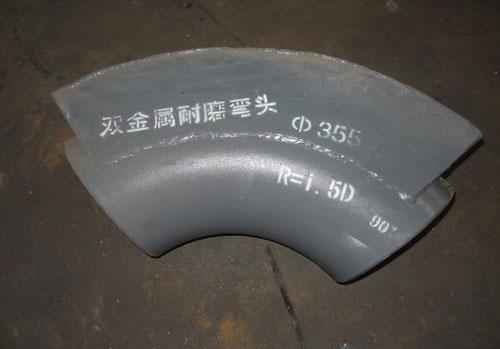
我国耐磨金属材料的发展 据统计,国内每年消耗金属耐磨材料约达300万吨以上,应用摩擦磨损理论 防止和减轻摩擦磨损,每年可节约150亿美元。近年来,针对设备磨损的具体工况和资源情况,研制出多种新型耐磨材料。主要有改性高锰钢、中锰钢、超高锰钢系列,高、中、低碳耐磨合金钢系列,铬系抗磨白口铸铁系列,锰系、硼系抗磨白口铸铁及马氏体、贝氏体抗磨球墨铸铁,不同方法生产的双金属复合耐磨材料,表面技术处理的耐磨材料等。同时,在耐磨材料生产工艺设备上先后从日本、德国、比利时等国引进数条机械化自动化生产线。在引进基础上结合国情,发展了消失模铸造工艺设备、金属型覆砂工艺设备、挤压造型工艺设备、离心铸造工艺设备等新技术新设备等新型工艺设备。熔炼工艺上采用炉外精炼与连铸等新技术,使产品的内在质量、外观质量和性能都得到明显提高,同时,金属消耗也大幅度降低,一些厂家产品已达到或超过国际水平,出口东南亚、日本、南非、美国、澳大利亚等地,取得了良好的效益[3]。 耐磨材料的生产和应用已趋于稳定,但对基础理论和应用的科学研究仍在继续,还有更多的新型耐磨金属材料需要去探求。 双金属耐磨管道使用说明 耐磨管道主要包括耐磨弯头、直管、三通、大小头、方圆节、变径管等结构件,主要用于气力、泵送浆体等物料输送管道。由于输送介质具有硬度高,流速快,流量大等特点,能有效降低输送介质长期持续对管壁产生冲击、磨损、腐蚀等使管道产生疲劳致使渐渐被磨穿的速度。 我国耐磨金属材料的发展 据统计,国内每年消耗金属耐磨材料约达300万吨以上,应用摩擦磨损理论 防止和减轻摩擦磨损,每年可节约150亿美元。近年来,针对设备磨损的具体工况和资源情况,研制出多种新型耐磨材料。主要有改性高锰钢、中锰钢、超高锰钢系列,高、中、低碳耐磨合金钢系列,铬系抗磨白口铸铁系列,锰系、硼系抗磨白口铸铁及马氏体、贝氏体抗磨球墨铸铁,不同方法生产的双金属复合耐磨材料,表面技术处理的耐磨材料等。同时,在耐磨材料生产工艺设备上先后从日本、德国、比利时等国引进数条机械化自动化生产线。在引进基础上结合国情,发展了消失模铸造工艺设备、金属型覆砂工艺设备、挤压造型工艺设备、离心铸造工艺设备等新技术新设备等新型工艺设备。熔炼工艺上采用炉外精炼与连铸等新技术,使产品的内在质量、外观质量和性能都得到明显提高,同时,金属消耗也大幅度降低,一些厂家产品已达到或超过国际水平,出口东南亚、日本、南非、美国、澳大利亚等地,取得了良好的效益[3]。 耐磨材料的生产和应用已趋于稳定,但对基础理论和应用的科学研究仍在继续,还有更多的新型耐磨金属材料需要去探求。






















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商