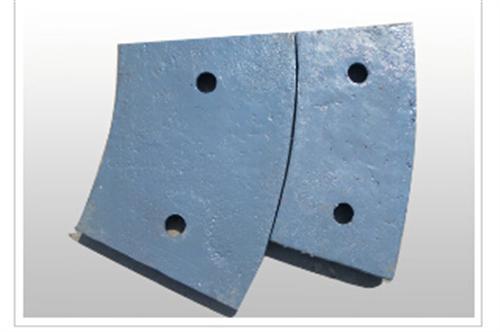
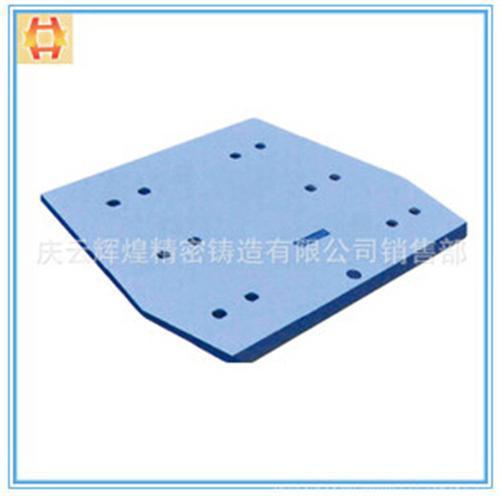
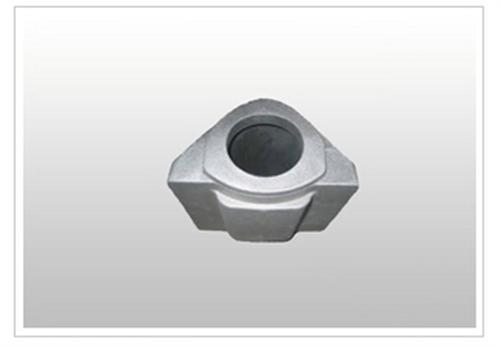
如何对高铬铸铁进行软化退火? 按楼上的工艺做下来,硬度一般在30-35HRC,是可以取样的了。 理工学科 支持一下女同胞,我没有做过,用这个试试,780度保温2小时炉冷至550度以下出炉空冷. 按楼上的工艺做下来,硬度一般在30-35HRC,是可以取样的了。 我公司破碎机高铬耐磨板锤优点如下: 1、超高耐磨性能,充分发挥了高铬铸铁的耐磨性能。 2、具有良好的抗机械冲击、热冲击性能。 3、适用范围广,基本上可以适应于所有的破碎行业. 高铬白口铸铁:是继普通白口铸铁、镍硬铸铁发展起来的第三代白口铸铁。高铬白口铸铁含铬量大于11%,铬、碳含量比值介于4-8之间。在这种条件下,高硬度的M7C3型碳化物几乎代替了M3C型碳化物。M7C3型碳化物基本上是以孤立的中空六角形存在,与呈网状连续分布的M3C型碳化物相比,大大增强了基体的连续性,因而整体材料的韧性显著提高。目前高铬铸铁已经是世所公认的优良的耐磨材料,在采矿、水泥、电力、筑路机械、耐火材料等方面应用十分广泛。 如何对高铬铸铁进行软化退火? 按楼上的工艺做下来,硬度一般在30-35HRC,是可以取样的了。 理工学科 支持一下女同胞,我没有做过,用这个试试,780度保温2小时炉冷至550度以下出炉空冷. 按楼上的工艺做下来,硬度一般在30-35HRC,是可以取样的了。





















 浙公网安备33010602010420号
浙公网安备33010602010420号 网络工商
网络工商